Abstract
New terminology is introduced to make clear the relationship between harmonics and symmetrical components. Three-phase sets are classified in terms of symmetrical sets and asymmetrical sets. Subclasses are introduced with the names symmetrical balanced sets, symmetrical unbalanced sets, asymmetrical balanced sets and asymmetrical unbalanced sets to show that a threephase set can resolve to either one, two or three symmetrical component sets.
The results from four case studies show that these subclasses and their resolution to symmetrical component sets improve understanding of harmonic analysis of systems having balanced and unbalanced harmonic sources and loads.
Conclusions
The table and paragraph given in Ref. 1 does not adequately describe the relationship between harmonics and symmetrical components, especially harmonic sources and does not cover unbalanced loads.
In general authors of power system literature ignore the symmetrical set concept as opposed to the asymmetrical set. The role that the symmetrical set plays in harmonic analysis and in the modelling of harmonic sources should not be ignored.
Classically, positive, negative and zero sequence components have the same frequency. The positive, negative and zero sequence symmetrical components injected by an unbalanced harmonic source have different frequencies.
The new terminology/subclasses of three-phase sets introduced distinguish balanced and unbalanced harmonic sources from each other and are found suitable for comparing injections to harmonic flows in systems in terms of symmetrical components.
The results show that what is injected in terms of symmetrical component sets by a harmonic source is not necessarily received by the system, i.e. the harmonic flows may resolve to one, two or three symmetrical component sets and this depends upon the type of three-phase set found at a given point/node in a system.
The results show that if the harmonic source and the load is balanced, the line voltages and 6k ± 1 harmonic currents in the motor section are symmetrical sets. Only one SCS per harmonic frequency is applied to the motor.
If the harmonic source is unbalanced and the load remains balanced the line voltages and currents in the motor section are unaffected by the injected triplen harmonics.
If the source is balanced and the load unbalanced, the 6k ± 1 harmonics in the line voltages and currents are asymmetrical balanced sets, therefore two SCSs per harmonic frequency (a positive and a negative sequence symmetrical component set) is applied to the motor.
If the source and load are both unbalanced, the heating effect on the motor is further increased as triplen harmonics as asymmetrical balanced sets, are added to the 6k ± 1 harmonic asymmetrical balanced sets resulting in the motor being subjected to two SCSs per harmonic frequency (a positive and a negative sequence symmetrical component set) at triplen and 6k ± 1 harmonic frequencies adding to the decline in the life expectancy of the motor.
The results show that triplen harmonics as flows act like 6k ± 1 harmonics and are not purely zero sequence, as is commonly believed, but resolve to two SCSs per harmonic frequency (a positive and a negative sequence symmetrical component set) in the three-wire sections and to three SCSs per harmonic frequency (a positive, a negative and a zero sequence symmetrical component set) in the four-wire sections when the source and load are unbalanced.
The results show that both symmetrical sets and asymmetrical sets and their resolution to symmetrical component sets are important analytical tools for harmonic analysis of systems having balanced and unbalanced harmonic sources and loads.
Read the derivation and entire documents here...
A REVIEW OF NEGATIVE SEQUENCE CURRENT - WHITE PAPER PDF LINK
Introduction
Sequence component analysis plays an essential role in analyzing power system faults and explaining some power system phenomena. It is very well known that negative sequence current could cause rotor damage, and that damage is highly detrimental to rotating machines such as motors and generators. IEEE Tutorial of the Protection of Synchronous Generators (95 TP 102) has the following statement in section “Current Unbalance Protection”: “During unbalanced conditions, negative sequence current is produced.
The negative sequence current component rotates in the opposite direction from the rotor.” This statement is not quite correct. Positive, negative and zero sequence currents are linear combinations of phase currents; thus, the vector of each sequence current rotates in the same direction as the phase current.
Usually, phase angle is measured with a reference, and the rotation of the negative sequence current generally is ignored. In IEEE Standard for Synchrophasors for Power Systems (C37.118-2005), the absolute phase angle is defined. It is worthwhile to clarify the rotation direction of the negative sequence current to avoid potential confusion in synchrophasor metering.
First, this paper reviews the concept of sequence components. Then, it explains that all sequence components rotate in the same direction. In a rotating machine, the negative sequence current vector rotates in the same direction as the rotor. It is the magnetic flux produced by the negative sequence current that rotates in the reverse direction of the rotor. Thus, the rotor cuts through the flux at twice the synchronous speed, and the induced current in the rotor is twice the line frequency.
I. Phase Rotation
In a power system, phase rotation is defined in the domain of a balanced three phase system. In a balanced system, phasors a, b and c are equal in magnitude and displaced 120° from each other. If phase a leads phase b by 120° and phase b leads phase c by 120°, this system is of abc rotation. If phase a lags phase b by 120° and phase b lags phase c by 120°, this system is of acb rotation.
Computation of Sequence Components of Unbalanced Phasors
With the introduction of sequence components, we will show that any unbalanced set of three phase phasors can be decomposed into three sets of balanced sequence components, i.e., positive sequence components,negative sequence components and zero sequence components. Read entire document here...
TORQUE ANALYSIS OF THREE-PHASE INDUCTION MOTOR UNDER VOLTAGE UNBALANCE USING 2D FEM - WHITE PAPER PDF DOWNLOAD LINK
Written by the following Authors:
ALI EBADI
a.ebadi@stu.nit.ac.ir
MOHAMMAD MIRZAIE
mirzaie@nit.ac.ir
SAYYED ASGHAR GHOLAMIAN
gholamian@nit.ac.ir
Department of Electrical and Computer Engineering
Babol University of Technology
Babol, Iran
Abstract:
Because of various techno-economic benefits, three-phase induction motors are used extensively in industry, commercial and residential applications and most of them are connected to electric power distribution system directly, thus they will be affected by voltage quality problems. An important voltage quality problem in power systems is voltage unbalance.
Therefore, it is very important to study performance of these motors under unbalanced voltages. In this paper, Two-Dimensional Finite Element Method is employed to analyze the performance of a three-phase squirrel cage induction motor under voltage unbalance, focusing on electromagnetic torque.
1. INTRODUCTION
Voltage unbalance combined with over- or under- voltage is a voltage quality problem. In three-phase power systems, the generated voltages are sinusoidal and balanced but they will be unbalanced commonly at the distribution end and the point of utilization for several reasons. Some causes of voltage unbalance are the uneven distribution of single-phase loads in three-phase power systems, asymmetrical transformer winding impedances, open-Y, open-Δ transformer banks, incomplete transposition of transmission lines, blown fuse on three-phase capacitor banks and etc[1-8].
Note that, between mentioned causes of voltage unbalance, rule of the uneven distribution of single-phase loads is significant clearly. For more about, the rural electric power systems with long distribution lines and large urban power system with heavy single-phase demands are examples for problem areas that the single-phase loads are not uniformly spread among the three phases [1, 2].
According to the above description performance analysis of equipments in power systems under voltage unbalance condition is very important. Three-phase induction motor is one of the most widely used equipment in industrial, commercial and residential applications for energy conversion purposes. Based on U.S.
Department of energy, industrial motors consume seventy percent of electricity, and induction motors consists eighty percent of the loads in a typical industry [9]. Because of various techno-economic benefits, the three phase induction motors are used more than ever before.
However, most of them are connected directly to the electric power distribution system and they are exposed to unbalanced voltages unfortunately. Supplying a three-phase induction motor with unbalanced voltages has many undesirable effects on its performance. In theoretical point of view, the unbalanced voltages induce negative sequence current and mentioned current produces a backward rotating field in addition to the forward rotating field produced by the positive sequence one[10]. The interaction of these fields produces pulsating electromagnetic torque and ripple in speed [11, 12].
Such condition has severe negative effects on the performance of an induction motor. The influence of
unbalance on the efficiency [13], derating in the machine [14], increase of losses, and the undesirable effects on the insulation life [15], and life reduction due to temperature rise [16,17], are some contributions in this area.
This paper attempts to study performance of a three-phase squirrel cage induction motor focusing on the electromagnetic torque under voltage unbalance using finite element method simulation. For this purpose, a 2.2 kW, 380V induction motor has been simulated and it is supplied by eight types of unbalanced voltages with same voltage unbalance factor and also seven numbers of unbalanced voltages with the same positive sequence phase voltage component and its performance analyzed under mentioned conditions.
DEFINITIONS OF VOLTAGE UNBALANCE
Three general definitions for measuring the voltage unbalance are founded in standards. The first definition is Phase Voltage Unbalance Rate or PVUR as defined by IEEE Std 141, the ratio of maximum voltage deviation from Average phase voltage magnitude to the average phase voltage magnitude: Read the complete document here...
SYMMETRICAL COMPONENTS IN POWER SYSTEM CALCULATION TUTORIALS
The method of symmetrical components is a mathematical technique that allows the engineer to solve unbalanced systems using balanced techniques. The method of symmetrical components is particularly suited to fault analysis.
This method is formulated by Chalrles Legeyt Fortescue, one of our Engineering Heroes.
Below are high quality links to help further explain, illustrate and give you and idea on the applications of Methods of Symmetrical Components:
Symmetrical Components and Unbalanced Faults
When an unbalanced three-phase fault occurs, we can solve the three-phase circuit using ordinary circuit theory. This is much more numerically complicated than the single phase circuit normally used in balanced three phase circuits. The degree of difficulty increases with the third power of the system size. For this reason, it is apparent that if we were to solve three different single-phase circuits, it would be numerically simpler than solving the one three-phase circuit in one set of equations.
The purpose of this chapter is to break up the large three-phase circuit into three circuits, each one third the size of the whole system. Next, we solve the three components individually, and then combine the results to obtain the total system response. Read more...
Symmetrical Components Overview
The method of symmetrical components is a mathematical technique that allows the engineer to solve unbalanced systems using balanced techniques. Developed by C. Fortescue and presented in an AIEE paper in 1917, the method allows the development of sets of balanced phasors, which can then be combined to solve the original system of unbalanced phasors.
The Sequence Networks
1. For any three phase system, three sets of independent sequence components can be derived for both voltage and current.
2. Since the three sequence components are independent, we may infer that each sequence current flows in a unique network creating each sequence voltage. Read more...
Symmetrical Components Presented By Siemens Electric
In a balanced 3 phase system it is possible to treat each phase as an independant single phase. The other phases follow with fixed 120°phase displacement.
Due to Charles LeGeyt Fortescue (1918): "a set of n unbalanced phasors in an n-phase system can be resolved into n sets of balanced phasors by a linear transformation” The n sets of balanced phasors are called symmetrical components In the 3 phase system n = 3
Symmetrical Components Tutorials Video
A Derivation of Symmetrical Component Theory and Symmetrical Component Networks
This paper provides a review of some of the theory behind symmetrical component analysis and derives some of the basic calculations utilized in power system analysis for short circuit and open phase conditions.
The paper starts with a review of the concepts of system impedances in the phase (ABC) domain and develops the three phase, two port, voltage drop equation, VS - VR = Z·I, in substantial detail. Then, the paper reviews symmetrical component (012) domain theory. The paper shows the conversion of the ABC domain voltage drop equation to the equivalent 012 domain voltage drop equation and, in the process, correlates the terms ZS, ZM, Z0, Z1, Z2, and other impedances and presents the relationship between the ZABC and Z012 impedance matrices. Read more...
This method is formulated by Chalrles Legeyt Fortescue, one of our Engineering Heroes.
Below are high quality links to help further explain, illustrate and give you and idea on the applications of Methods of Symmetrical Components:
Symmetrical Components and Unbalanced Faults
When an unbalanced three-phase fault occurs, we can solve the three-phase circuit using ordinary circuit theory. This is much more numerically complicated than the single phase circuit normally used in balanced three phase circuits. The degree of difficulty increases with the third power of the system size. For this reason, it is apparent that if we were to solve three different single-phase circuits, it would be numerically simpler than solving the one three-phase circuit in one set of equations.
The purpose of this chapter is to break up the large three-phase circuit into three circuits, each one third the size of the whole system. Next, we solve the three components individually, and then combine the results to obtain the total system response. Read more...
Symmetrical Components Overview
The method of symmetrical components is a mathematical technique that allows the engineer to solve unbalanced systems using balanced techniques. Developed by C. Fortescue and presented in an AIEE paper in 1917, the method allows the development of sets of balanced phasors, which can then be combined to solve the original system of unbalanced phasors.
The Sequence Networks
1. For any three phase system, three sets of independent sequence components can be derived for both voltage and current.
2. Since the three sequence components are independent, we may infer that each sequence current flows in a unique network creating each sequence voltage. Read more...
Symmetrical Components Presented By Siemens Electric
In a balanced 3 phase system it is possible to treat each phase as an independant single phase. The other phases follow with fixed 120°phase displacement.
Due to Charles LeGeyt Fortescue (1918): "a set of n unbalanced phasors in an n-phase system can be resolved into n sets of balanced phasors by a linear transformation” The n sets of balanced phasors are called symmetrical components In the 3 phase system n = 3
Symmetrical Components Tutorials Video
A Derivation of Symmetrical Component Theory and Symmetrical Component Networks
This paper provides a review of some of the theory behind symmetrical component analysis and derives some of the basic calculations utilized in power system analysis for short circuit and open phase conditions.
The paper starts with a review of the concepts of system impedances in the phase (ABC) domain and develops the three phase, two port, voltage drop equation, VS - VR = Z·I, in substantial detail. Then, the paper reviews symmetrical component (012) domain theory. The paper shows the conversion of the ABC domain voltage drop equation to the equivalent 012 domain voltage drop equation and, in the process, correlates the terms ZS, ZM, Z0, Z1, Z2, and other impedances and presents the relationship between the ZABC and Z012 impedance matrices. Read more...
BASIC ELECTRICAL ENGINEERING FORMULA RESOURCES PDF AND DOWNLOAD LINKS
Electronics is an engineering discipline that involves the design and analysis of electronic circuits. Originally, this subject was referred to as radio engineering. An electronic circuit is a collection of components through which electrical current can flow or which use electromagnetic fields in their operation.
The electronic circuit design and analysis rests primarily on two Kirchoff's laws in conjunction with Ohm's law modified for AC circuits and power relationships. There are also a number of network theorems and methods (such as Thevenin, Norton, Superposition, Y-Delta transform) that are consequences of these three laws.
In order to simplify calculations in AC circuits, sinusoidal voltage and current are usually represented as complex-valued functions called phasors. Practical circuit design and analysis also requires a comprehensive understanding of semiconductor devices, integrated circuits and magnetics. Read more...
I = current(amps.), V = voltage(volts), R = resistance(ohms), P = power(watts)
CURRENT:
I = V/R or I = P/V
VOLTAGE:
V= P/I or V = IR
POWER:
I2R or VI
RESISTANCE:
R = V/I
ALTERNATING CURRENT(AC):
Il = line current(amps.), Ip = phase current(amps.), Vp = phase voltage(volts), Vl = line voltage(volts), Z = impedance(ohms), P = power(watts), f = power factor(angle), VA = volt ampers
CURRENT(single phase):
I = P/(Vp cos(f) Read more...
Common electrical units used in formulas and equations are:
Volt - unit of electrical potential or motive force - potential is required to send one ampere of current through one ohm of resistance
Ohm - unit of resistance - one ohm is the resistance offered to the passage of one ampere when impelled by one volt
Ampere - units of current - one ampere is the current which one volt can send through a resistance of one ohm
Watt - unit of electrical energy or power - one watt is the product of one ampere and one volt - one ampere of current flowing under the force of one volt gives one watt of energy
Volt Ampere - product of volts and amperes as shown by a voltmeter and ammeter - in direct current systems the volt ampere is the same as watts or the energy delivered - in alternating current systems - the volts and amperes may or may not be 100% synchronous - when synchronous the volt amperes equals the watts on a wattmeter - when not synchronous volt amperes exceed watts - reactive power
Kilovolt Ampere - one kilovolt ampere - KVA - is equal to 1,000 volt amperes
Power Factor - ratio of watts to volt amperes
Electric Power Formulas
W = E I (1a)
W = R I2 (1b)
W = E2/ R (1c)
where
W = power (Watts)
E = voltage (Volts)
I = current (Amperes)
R = resistance (Ohms)
Electric Current Formulas
I = E / R (2a)
I = W / E (2b)
I = (W / R)1/2 (2c)
Electric Resistance Formulas
R = E / I (3a)
R = E2/ W (3b)
R = W / I2 (3c)
Electrical Potential Formulas - Ohms Law
Ohms law can be expressed as:
E = R I (4a)
E = W / I (4b)
E = (W R)1/2 (4c)
Example - Ohm's law
A 12 volt battery supplies power to a resistance of 18 ohms.
I = (12 Volts) / (18 ohms)
= 0.67 Ampere
Electrical Motor Formulas
Electrical Motor Efficiency
μ = 746 Php / Winput (5)
where
μ = efficiency
Php = output horsepower (hp)
Winput = input electrical power (Watts)
or alternatively
μ = 746 Php / (1.732 E I PF) (5b)
Electrical Motor - Power
W3-phase = (E I PF 1.732) / 1,000 (6)
where
W3-phase = electrical power 3-phase motor (kW)
PF = power factor electrical motor Read more...
The electronic circuit design and analysis rests primarily on two Kirchoff's laws in conjunction with Ohm's law modified for AC circuits and power relationships. There are also a number of network theorems and methods (such as Thevenin, Norton, Superposition, Y-Delta transform) that are consequences of these three laws.
In order to simplify calculations in AC circuits, sinusoidal voltage and current are usually represented as complex-valued functions called phasors. Practical circuit design and analysis also requires a comprehensive understanding of semiconductor devices, integrated circuits and magnetics. Read more...
I = current(amps.), V = voltage(volts), R = resistance(ohms), P = power(watts)
CURRENT:
I = V/R or I = P/V
VOLTAGE:
V= P/I or V = IR
POWER:
I2R or VI
RESISTANCE:
R = V/I
ALTERNATING CURRENT(AC):
Il = line current(amps.), Ip = phase current(amps.), Vp = phase voltage(volts), Vl = line voltage(volts), Z = impedance(ohms), P = power(watts), f = power factor(angle), VA = volt ampers
CURRENT(single phase):
I = P/(Vp cos(f) Read more...
Common electrical units used in formulas and equations are:
Volt - unit of electrical potential or motive force - potential is required to send one ampere of current through one ohm of resistance
Ohm - unit of resistance - one ohm is the resistance offered to the passage of one ampere when impelled by one volt
Ampere - units of current - one ampere is the current which one volt can send through a resistance of one ohm
Watt - unit of electrical energy or power - one watt is the product of one ampere and one volt - one ampere of current flowing under the force of one volt gives one watt of energy
Volt Ampere - product of volts and amperes as shown by a voltmeter and ammeter - in direct current systems the volt ampere is the same as watts or the energy delivered - in alternating current systems - the volts and amperes may or may not be 100% synchronous - when synchronous the volt amperes equals the watts on a wattmeter - when not synchronous volt amperes exceed watts - reactive power
Kilovolt Ampere - one kilovolt ampere - KVA - is equal to 1,000 volt amperes
Power Factor - ratio of watts to volt amperes
Electric Power Formulas
W = E I (1a)
W = R I2 (1b)
W = E2/ R (1c)
where
W = power (Watts)
E = voltage (Volts)
I = current (Amperes)
R = resistance (Ohms)
Electric Current Formulas
I = E / R (2a)
I = W / E (2b)
I = (W / R)1/2 (2c)
Electric Resistance Formulas
R = E / I (3a)
R = E2/ W (3b)
R = W / I2 (3c)
Electrical Potential Formulas - Ohms Law
Ohms law can be expressed as:
E = R I (4a)
E = W / I (4b)
E = (W R)1/2 (4c)
Example - Ohm's law
A 12 volt battery supplies power to a resistance of 18 ohms.
I = (12 Volts) / (18 ohms)
= 0.67 Ampere
Electrical Motor Formulas
Electrical Motor Efficiency
μ = 746 Php / Winput (5)
where
μ = efficiency
Php = output horsepower (hp)
Winput = input electrical power (Watts)
or alternatively
μ = 746 Php / (1.732 E I PF) (5b)
Electrical Motor - Power
W3-phase = (E I PF 1.732) / 1,000 (6)
where
W3-phase = electrical power 3-phase motor (kW)
PF = power factor electrical motor Read more...
Transmission Line Loss RF Calculator Free Online Resources Link
This calculator computes the matched line loss for a transmission line using a model calibrated from data for the transmission line types built in to the calculator. It also gives an estimate of the mismatched loss if the mismatch is specified. Mismatch can be specified as:
The models for most lines are from the manufacturers published specifications, and are dependent on the quality of that data for their accuracy.
The models for generic open wire lines are theoretical values for air dielectric lines. There are a couple of generic types derived from the ARRL reference tables, and an indicative figure on Zip Cord. In each case, the results form identifies the source of the data.
The model used for matched line loss in a length of line is:

CALCULATOR FREE LINK HERE!!!
- the impedance at the load end of the line;
- the admittance at the load end of the line;
- the impedance looking into the line from the source;
- the admittance looking into the line from the source;
- the VSWR at the source end of the line;
- the VSWR at the midpoint of the line; or
- the VSWR at the load end of the line; or
- the load end VSWR - bad case Zload (Zload=Zo/VSWR).
The models for most lines are from the manufacturers published specifications, and are dependent on the quality of that data for their accuracy.
The models for generic open wire lines are theoretical values for air dielectric lines. There are a couple of generic types derived from the ARRL reference tables, and an indicative figure on Zip Cord. In each case, the results form identifies the source of the data.
The model used for matched line loss in a length of line is:
CALCULATOR FREE LINK HERE!!!
Calculation of Transmission Line Parameters with the Boundary Element Method - Free PDF Download Link
The objective of this paper is to demonstrate the efficient calculation of design parameters using the boundary element method coupled with a highly interactive package for entering the transmission line configuration. The geometry of the problem that can be solved is arbitrary. Conductors may be infinitesimally thin or may be of finite area. As well, the conductors may be embedded in one or more dielectric materials.
DOWNLOAD THE WHOLE DOCUMENT HERE!!!
DOWNLOAD THE WHOLE DOCUMENT HERE!!!
TRANSMISSION LINES STRINGING TOOLS AND EQUIPMENT TUTORIALS AND LINKS
C-1210 Single Capstan Winch
The C-1210 Single Capstan Winch has been designed to provide a light and powerful universal winch. Suitable for hoisting loads up poles or transmission towers or pulling cables and conductors.
The CBS C-680 Bulldog winch has been designed to provide a compact, transportable unit for overhead line stringing work
The CBS C-680 Bulldog winch has been designed to provide a compact, transportable unit for overhead line stringing work
Double "V" grooves give four-point contact, reducing chance of slipping and providing proper alignment of wire and cable.
AMAR INDUSTRIES is marching forward to become the global leader in transmission line stringing tools & equipment. The company has been manufacturing and exporting these equipments for the last three decades.
We are supplying Transmission Lines, Stringing Equipment & Tools for various projects. We are a professionally managed and growing organization engaged in the manufacture and export of various transmission line stringing tools and equipment since 1978. Our transmission equipments have captured various overseas markets, viz., U.A.E., Dubai, Saudi Arabia, Nepal, Malaysia and Libya.As global competition increases, manufacturers are faced with constant demand to provide higher quality and better services at lower cost and in less time. Quality, performance and customer oriented attitude are of paramount importance to us. We are committed to playing a proactive role in today's world market by offering our customers better value for money and first class stringing equipment.Our products comprise Bolted Type Clamp, Automatic Clamp, Clapping Ladder, Rope Pulley (all types), Snatch Pulley, Earth Wire Roller, Sagging Pulley, Equalizer Pulley, Running Out Block, Double Aerial Roller, Ground Roller, Head Board, Reel Elevators, Hydraulic Dynamometer, Hydraulic Compressor, Turn Table, Pilot Wire Reel & Reel Stand, Sagging Winch, etc.We are supplying Transmission Lines, Stringing Equipment & Tools for various projects. We are a professionally managed and growing organization engaged in the manufacture and export of various transmission line stringing tools and equipment since 1978. Our transmission equipments have captured various overseas markets, viz., U.A.E., Dubai, Saudi Arabia, Nepal, Malaysia and Libya.As global competition increases, manufacturers are faced with constant demand to provide higher quality and better services at lower cost and in less time. Quality, performance and customer oriented attitude are of paramount importance to us. We are committed to playing a proactive role in today's world market by offering our customers better value for money and first class stringing equipment.Our products comprise Bolted Type Clamp, Automatic Clamp, Clapping Ladder, Rope Pulley (all types), Snatch Pulley, Earth Wire Roller, Sagging Pulley, Equalizer Pulley, Running Out Block, Double Aerial Roller, Ground Roller, Head Board, Reel Elevators, Hydraulic Dynamometer, Hydraulic Compressor, Turn Table, Pilot Wire Reel & Reel Stand, Sagging Winch, etc.As global competition increases, manufacturers are faced with constant demand to provide higher quality and better services at lower cost and in less time. Quality, performance and customer oriented attitude are of paramount importance to us. We are committed to playing a proactive role in today's world market by offering our customers better value for money and first class stringing equipment.Our products comprise Bolted Type Clamp, Automatic Clamp, Clapping Ladder, Rope Pulley (all types), Snatch Pulley, Earth Wire Roller, Sagging Pulley, Equalizer Pulley, Running Out Block, Double Aerial Roller, Ground Roller, Head Board, Reel Elevators, Hydraulic Dynamometer, Hydraulic Compressor, Turn Table, Pilot Wire Reel & Reel Stand, Sagging Winch, etc.Our products comprise Bolted Type Clamp, Automatic Clamp, Clapping Ladder, Rope Pulley (all types), Snatch Pulley, Earth Wire Roller, Sagging Pulley, Equalizer Pulley, Running Out Block, Double Aerial Roller, Ground Roller, Head Board, Reel Elevators, Hydraulic Dynamometer, Hydraulic Compressor, Turn Table, Pilot Wire Reel & Reel Stand, Sagging Winch, etc.
CBS C-680 Bulldog Overhead Line Winch
Grip for Extra High Strength Cable & Conductors (2 sizes from 5.54-13.97mm conductor range)
WHOLE DOCUMENT HERE
Automatic Clamp for Conductor
WHOLE DOCUMENT HERE
GOOD PDF DOCUMENT ON TRANSMISSION LINES STRINGING TOOLS IS FOUND HERE!!!
The C-1210 Single Capstan Winch has been designed to provide a light and powerful universal winch. Suitable for hoisting loads up poles or transmission towers or pulling cables and conductors.
The CBS C-680 Bulldog winch has been designed to provide a compact, transportable unit for overhead line stringing work
The CBS C-680 Bulldog winch has been designed to provide a compact, transportable unit for overhead line stringing work
| Aerial Bundle Conductor Clamps Manufactured from high quality materials, the clamps have been specially designed to suit ABC conductors and provide a wide range per clamp to suit the range of twin and quad bundles. |
AMAR INDUSTRIES is marching forward to become the global leader in transmission line stringing tools & equipment. The company has been manufacturing and exporting these equipments for the last three decades.
We are supplying Transmission Lines, Stringing Equipment & Tools for various projects. We are a professionally managed and growing organization engaged in the manufacture and export of various transmission line stringing tools and equipment since 1978. Our transmission equipments have captured various overseas markets, viz., U.A.E., Dubai, Saudi Arabia, Nepal, Malaysia and Libya.As global competition increases, manufacturers are faced with constant demand to provide higher quality and better services at lower cost and in less time. Quality, performance and customer oriented attitude are of paramount importance to us. We are committed to playing a proactive role in today's world market by offering our customers better value for money and first class stringing equipment.Our products comprise Bolted Type Clamp, Automatic Clamp, Clapping Ladder, Rope Pulley (all types), Snatch Pulley, Earth Wire Roller, Sagging Pulley, Equalizer Pulley, Running Out Block, Double Aerial Roller, Ground Roller, Head Board, Reel Elevators, Hydraulic Dynamometer, Hydraulic Compressor, Turn Table, Pilot Wire Reel & Reel Stand, Sagging Winch, etc.We are supplying Transmission Lines, Stringing Equipment & Tools for various projects. We are a professionally managed and growing organization engaged in the manufacture and export of various transmission line stringing tools and equipment since 1978. Our transmission equipments have captured various overseas markets, viz., U.A.E., Dubai, Saudi Arabia, Nepal, Malaysia and Libya.As global competition increases, manufacturers are faced with constant demand to provide higher quality and better services at lower cost and in less time. Quality, performance and customer oriented attitude are of paramount importance to us. We are committed to playing a proactive role in today's world market by offering our customers better value for money and first class stringing equipment.Our products comprise Bolted Type Clamp, Automatic Clamp, Clapping Ladder, Rope Pulley (all types), Snatch Pulley, Earth Wire Roller, Sagging Pulley, Equalizer Pulley, Running Out Block, Double Aerial Roller, Ground Roller, Head Board, Reel Elevators, Hydraulic Dynamometer, Hydraulic Compressor, Turn Table, Pilot Wire Reel & Reel Stand, Sagging Winch, etc.As global competition increases, manufacturers are faced with constant demand to provide higher quality and better services at lower cost and in less time. Quality, performance and customer oriented attitude are of paramount importance to us. We are committed to playing a proactive role in today's world market by offering our customers better value for money and first class stringing equipment.Our products comprise Bolted Type Clamp, Automatic Clamp, Clapping Ladder, Rope Pulley (all types), Snatch Pulley, Earth Wire Roller, Sagging Pulley, Equalizer Pulley, Running Out Block, Double Aerial Roller, Ground Roller, Head Board, Reel Elevators, Hydraulic Dynamometer, Hydraulic Compressor, Turn Table, Pilot Wire Reel & Reel Stand, Sagging Winch, etc.Our products comprise Bolted Type Clamp, Automatic Clamp, Clapping Ladder, Rope Pulley (all types), Snatch Pulley, Earth Wire Roller, Sagging Pulley, Equalizer Pulley, Running Out Block, Double Aerial Roller, Ground Roller, Head Board, Reel Elevators, Hydraulic Dynamometer, Hydraulic Compressor, Turn Table, Pilot Wire Reel & Reel Stand, Sagging Winch, etc.
CBS C-680 Bulldog Overhead Line Winch
Grip for Extra High Strength Cable & Conductors (2 sizes from 5.54-13.97mm conductor range)
WHOLE DOCUMENT HERE
Automatic Clamp for Conductor
AUTOMATIC CLAMP SUITABLE FOR ALLUMINIUM CONDUCTOR
OPTICAL FIBRE/STEEL CABLE
BODY MADE OF STEEL WITH INTERCHANGABLE ALLUMINIUM
SLEEVE/STEEL SLEEVE
FORGED D SHACKLES CONFIRMING TO IS 6132
About Us
DISTANCE PROTECTION ASPECTS OF TRANSMISSION LINES EQUIPPED WITH SERIES COMPENSATION CAPACITORS - FREE PDF DOWNLOAD LINK
In order to meet the high demand for power transmission capacity, some power companies have installed series capacitors on power transmission lines. This allows the impedance of the line to be lowered, thus yielding increased transmission capability. The series capacitor makes sense because it’s simple and could be installed for 15 to 30% of the cost of installing a new line, and it can provide the benefits of increased system stability, reduced system losses, and better voltage regulation.
Protective distance relays, which make use of impedance measurements in order to determine the presence and location of faults, are “fooled” by installed series capacitance on the line when the presence or absence of the capacitor in the fault circuit is not known a priori. This is because the capacitance cancels or compensates some of the inductance of the line and therefore the relay may perceive a fault to be in its first zone when the fault is actually in the second or third zone of protection. Similarly, first zone faults can be perceived to be reverse faults! Clearly this can cause some costly operating errors.
The general approach of interest is a method leading to the determination of the values of series L and C of the line at the time of the fault. This is done by analyzing the synchronous and subsynchronous content of the V and I signals seperately which provides adequate information to compute the series L and C of the line.
Introduction - The Relaying Problems Associated With Series Capacitor
Compensation
As modern transmission systems become more and more heavily loaded, the benefits of series compensation for many of the grid’s transmission lines become more obvious. Clearly, adding series compensation is one of the cheapest, simplest ways of increasing transmission line capacity and system stability, lowering losses, and improving voltage regulation.1 Unfortunately, the series capacitor can undermine the effectiveness of many of the protection schemes used for long distance transmission lines.
The introduction of the capacitance in series with the line reactance adds certain complexities to the effective application of impedance based distance relays. The relay will attempt to look at the ratio of voltage to current to determine the distance to the fault in order to decide if the fault is in or out of its zone of protection.
It is of course possible to correct the settings of the relay when it is know that the capacitor is always going to be part of the fault circuit. However, that is not always known. By canceling some of the line’s series inductance, the series capacitor can make remote forward faults look as if they are in zone one of the relay when the capacitor is switched into the transmission line circuit and the relay setting rules are based on no capacitor in the fault loop (i.e. they can cause the relay to “overreach”).
Under these conditions, close-in faults can appear to be reverse faults due to voltage reversal (voltage inversion).2 More specifically, if we look at a plot of the apparent impedance seen versus the distance from the relay, we see the condition shown in figure I.1. The case depicted in figure I.1 represents a line with 50% compensation. (Line impedance is jX and cap impedance is -j(0.5*X).
It is clear from the plot that when the relay has been set according to a line with no series compensation, it
will see many of the faults on the line as reverse faults and will not operate at all. Faults at almost 150% of the line will appear to be zone 1 faults as well. Clearly, some other scheme must be used to protect these lines.
One approach is to slow down the operation of the relay so that the capacitor protection system in use (MOV and/or spark gap and/or circuit breaker) will have time to operate and remove the capacitor (or short circuit its terminals) from service. Then the traditional impedance (mho) relay will function properly. Unfortunately, extending the fault clearing time can lead to instability in the system.
DOWNLOAD ENTIRE DOCUMENT HERE
Protective distance relays, which make use of impedance measurements in order to determine the presence and location of faults, are “fooled” by installed series capacitance on the line when the presence or absence of the capacitor in the fault circuit is not known a priori. This is because the capacitance cancels or compensates some of the inductance of the line and therefore the relay may perceive a fault to be in its first zone when the fault is actually in the second or third zone of protection. Similarly, first zone faults can be perceived to be reverse faults! Clearly this can cause some costly operating errors.
The general approach of interest is a method leading to the determination of the values of series L and C of the line at the time of the fault. This is done by analyzing the synchronous and subsynchronous content of the V and I signals seperately which provides adequate information to compute the series L and C of the line.
Introduction - The Relaying Problems Associated With Series Capacitor
Compensation
As modern transmission systems become more and more heavily loaded, the benefits of series compensation for many of the grid’s transmission lines become more obvious. Clearly, adding series compensation is one of the cheapest, simplest ways of increasing transmission line capacity and system stability, lowering losses, and improving voltage regulation.1 Unfortunately, the series capacitor can undermine the effectiveness of many of the protection schemes used for long distance transmission lines.
The introduction of the capacitance in series with the line reactance adds certain complexities to the effective application of impedance based distance relays. The relay will attempt to look at the ratio of voltage to current to determine the distance to the fault in order to decide if the fault is in or out of its zone of protection.
It is of course possible to correct the settings of the relay when it is know that the capacitor is always going to be part of the fault circuit. However, that is not always known. By canceling some of the line’s series inductance, the series capacitor can make remote forward faults look as if they are in zone one of the relay when the capacitor is switched into the transmission line circuit and the relay setting rules are based on no capacitor in the fault loop (i.e. they can cause the relay to “overreach”).
Under these conditions, close-in faults can appear to be reverse faults due to voltage reversal (voltage inversion).2 More specifically, if we look at a plot of the apparent impedance seen versus the distance from the relay, we see the condition shown in figure I.1. The case depicted in figure I.1 represents a line with 50% compensation. (Line impedance is jX and cap impedance is -j(0.5*X).
It is clear from the plot that when the relay has been set according to a line with no series compensation, it
will see many of the faults on the line as reverse faults and will not operate at all. Faults at almost 150% of the line will appear to be zone 1 faults as well. Clearly, some other scheme must be used to protect these lines.
One approach is to slow down the operation of the relay so that the capacitor protection system in use (MOV and/or spark gap and/or circuit breaker) will have time to operate and remove the capacitor (or short circuit its terminals) from service. Then the traditional impedance (mho) relay will function properly. Unfortunately, extending the fault clearing time can lead to instability in the system.
DOWNLOAD ENTIRE DOCUMENT HERE
WAVES AND IMPEDANCE ON TRANSMISSION LINES - TUTORIALS AND PDF DOWNLOAD LINK
Transmission Line Parameters
If we consider an infinite lossless transmission line, we can determine the inductance L and capacitance C per unit length from geometric field considerations. The three physical embodiments that are of interest are the two-wire transmission line, the coaxial transmission and the microstrip transmission line (a simple parallel-plate approximation).
Transmission Line Discontinuities and Load Impedances
If the wave on a transmission line of characteristic impedance Zo arrives at a boundary with different Zo, or at a discontinuity, lumped load or termination of Z ? Zo, the single wave moving in the +z direction cannot simultaneously satisfy the boundary conditions relating V(z) to I(z) on both sides of the boundary. On one side of the boundary V(z)/I(z) = V+/I+ = Zo and on the other side V(z)/I(z) = (V++V-)/(I+-I-) = ZL.
Visualization of Standing Waves
The following set of graphs show the development of the reflected wave, beginning with an initially advancing incident wave moving to the reader's right, which is just about to reach the load point of reflection. For these graphs, Zo=50? and ZL=100? .
I
n the next graph, the incident wave has reached the point of reflection, and the reflected wave can be seen to be moving back to the reader's left. In this picture, the waveforms add to a greater magnitude.
DOWNLOAD THE WHOLE DOCUMENT HERE
If we consider an infinite lossless transmission line, we can determine the inductance L and capacitance C per unit length from geometric field considerations. The three physical embodiments that are of interest are the two-wire transmission line, the coaxial transmission and the microstrip transmission line (a simple parallel-plate approximation).
Transmission Line Discontinuities and Load Impedances
If the wave on a transmission line of characteristic impedance Zo arrives at a boundary with different Zo, or at a discontinuity, lumped load or termination of Z ? Zo, the single wave moving in the +z direction cannot simultaneously satisfy the boundary conditions relating V(z) to I(z) on both sides of the boundary. On one side of the boundary V(z)/I(z) = V+/I+ = Zo and on the other side V(z)/I(z) = (V++V-)/(I+-I-) = ZL.
Visualization of Standing Waves
The following set of graphs show the development of the reflected wave, beginning with an initially advancing incident wave moving to the reader's right, which is just about to reach the load point of reflection. For these graphs, Zo=50? and ZL=100? .
I
n the next graph, the incident wave has reached the point of reflection, and the reflected wave can be seen to be moving back to the reader's left. In this picture, the waveforms add to a greater magnitude.
DOWNLOAD THE WHOLE DOCUMENT HERE
ELECTRICAL MACHINES LOSSES TUTORIALS
Consideration of machine losses is important for three
reasons:
(1) Losses determine the efficiency of the machine and
appreciably influence its operating cost
(2) Losses determine the heating of the machine and hence
the rating or power output that can be obtained without undue deterioration of
the insulation
(3) Voltage drops or current components associated with
supplying the losses must be properly accounted for in a machine
representation.
Machine efficiency, like that of transformers or any
energy-transforming device, is given by:
Efficiency = output/ input
Rotating machines in general operate efficiently except at
light loads. For example, the full-load efficiency of average motors ranges
from 80 to 90 percent for motors on the order of 1 to 10 kW, 90 to 95 percent
for motors up to a few hundred kW, and up to a few percent higher for larger
motors.
Efficiencies determined from loss measurements can be used
in comparing competing machines if exactly the same methods of measurement and
computation are used in each case.
For this reason, the various losses and the conditions for
their measurement are precisely defined by the American National Standards
Institute (ANSI), the Institute of Electrical and Electronics Engineers (IEEE),
and the National Electrical Manufacturers Association (NEMA). The following
discussion summarizes some of the various commonly considered loss mechanisms.
Ohmic Losses
Ohmic, or I2R losses, are found in all windings of a
machine. By convention, these losses are computed on the basis of the dc
resistances of the winding at 75°C.
Actually the I2R loss depends on the effective resistance of
the winding under the operating frequency and flux conditions. The increment in
loss represented by the difference between dc and effective resistances is
included with stray load losses, discussed below.
In the field windings of synchronous and dc machines, only
the losses in the field winding are charged against the machine; the losses in
external sources supplying the excitation are charged against the plant of
which the machine is a part.
Closely associated with I2R loss is the brush-contact loss
at slip rings and commutators. By convention, this loss is normally neglected
for induction and synchronous machines. For industrial type dc machines the
voltage drop at the brushes is regarded as constant at 2 V total when carbon
and graphite brushes with shunts (pigtails) are used.
Mechanical Losses
Mechanical losses consist of brush and bearing friction,
windage, and the power required to circulate air through the machine and
ventilating system, if one is provided, whether by self contained or external
fans (except for the power required to force air through long or restricted
ducts external to the machine).
Friction and windage losses can be measured by determining
the input to the machine
running at the proper speed but unloaded and unexcited.
Frequently they are lumped
with core loss and determined at the same time.
Open-Circuit, or No-Load, Core Loss
Open-circuit core loss consists of the hysteresis and
eddy-current losses arising from changing flux densities in the iron of the
machine with only the main exciting winding energized. In dc and synchronous
machines, these losses are confined largely to the armature iron, although the
flux variations arising from slot openings will cause losses in the field iron
as well, particularly in the pole shoes or surfaces of the field iron.
In induction machines the losses are confined largely to the
stator iron. Open-circuit core loss can be found by measuring the input to the
machine when it is operating unloaded at rated speed or frequency and under the
appropriate flux or voltage conditions, and then deducting the friction and
windage loss and, if the machine is self-driven during the test, the no-load
armature I2R loss (no-load stator I2R loss for an induction motor).
Stray Load Loss
Stray load loss consists of the losses arising from
nonuniform current distribution in the copper and the additional core losses
produced in the iron by distortion of the magnetic flux by the load current.
It is a difficult loss to determine accurately. By
convention it is taken as 1.0 percent of the output for dc machines. For
synchronous and induction machines it can be found by test.
PILE FOUNDATION OF TRANSMISSION LINES CLASSIFICATION AND TUTORIALS
Structures may be founded on rock, on strong or weak soils,
cohesive or noncohesive soils, above ground level, below water level, etc. The
type of foundation used to support a structure depends on local conditions.
After obtaining a general evaluation of the subsurface
conditions the engineer should attempt to identify all potential useful
foundation alternatives for a structure. Three basic types of foundations are
available: soil-founded, various types of piles, and piers or caissons.
Each of these foundation types has many subcategories. The
following paragraphs provide a short description and evaluation of the various
pile types.
The purpose of a pile foundation is to transfer and
distribute load through a material or stratum with inadequate bearing, sliding
or uplift capacity to a firmer stratum that is capable of supporting the load
without detrimental displacement.
A wide range of pile
types is available for applications with various soil types and structural
requirements. A short description of features of common types of piles follows:
(1) Steel H-Piles. Steel H-piles have significant
advantages over other types of piles. They can provide high axial working
capacity, exceeding 400 kips. They may be obtained in a wide variety of sizes
and lengths and may be easily handled, spliced, and cut off.
H-piles displace little soil and are fairly easy to drive.
They can penetrate obstacles better than most piles, with less damage to the
pile from the obstacle or from hard driving. The major disadvantages of steel
H-piles are the high material costs for steel and possible long delivery time
for mill orders. H-piles may also be subject to excessive corrosion in certain
environments unless preventive measures are used. Pile shoes are required when driving in dense
sand strata, gravel strata, cobble-boulder zones, and when driving piles to
refusal on a hard layer of bedrock.
(2) Steel Pipe Piles. Steel pipe piles may be driven
open- or closed end and may be filled with concrete or left unfilled. Concrete
filled pipe piles may provide very high load capacity, over 1,000 kips in some
cases. Installation of pipe piles is more difficult than H-piles because
closed-end piles displace more soil, and open-ended pipe piles tend to form a
soil plug at the bottom and act like a closed-end pile. Handling, splicing, and
cutting are easy. Pipe piles have disadvantages similar to H-piles (i.e., high
steel costs, long delivery time, and potential corrosion problems).
(3) Precast Concrete. Precast concrete piles are
usually prestressed to withstand driving and handling stresses. Axial load
capacity may reach 500 kips or more. They have high load capacity as friction
piles in sand or where tip bearing on soil is important. Concrete piles are
usually durable and corrosion resistant and are often used where the pile must
extend above ground.
However, in some salt water applications durability is also
a problem with precast concrete piles. Handling of long piles and driving of
precast concrete piles are more difficult than for steel piles. For prestressed
piles, when the required length is not known precisely, cutting is much more
critical, and splicing is more difficult when needed to transfer tensile and
lateral forces from the pile head to the base slab.
(4) Cast-in-Place Concrete. Cast-in-place concrete
piles are shafts of concrete cast in thin shell pipes, top driven in the soil,
and usually closed end. Such piles can provide up to a 200-kip capacity. The
chief advantage over precast piles is the ease of changing lengths by cutting
or splicing the shell. The material cost of cast-in-place piles is relatively
low. They are not feasible when driving through hard soils or rock.
(5) Mandrel-Driven Piles. Mandrel-driven piles are
thin steel shells driven in the ground with a mandrel and then filled with
concrete. Such piles can provide up to a 200-kip capacity. The disadvantages
are that such piles usually require patented, franchised systems for
installation and installation is not as simple as for steel or precast concrete
piles. They offer the advantage of
lesser steel costs since thinner material can be used than is the case for
top-driven piles.
The heavy mandrel makes high capacities possible.
Mandrel-driven piles may be very difficult to increase in length since the
maximum pile length that can be driven is limited by the length of the mandrel
available at the site. Contractors may claim extra costs if required to bring a
longer mandrel to the site.
SHUNT CAPACITOR BANKS MONITORING AND CONTROL TUTORIALS
Individual capacitor step circuit breakers provide shunt
capacitor bank switching. There are two modes of operation: manual and
automatic.
Manual Mode
In the manual mode, operators switch capacitor banks from
the control room through step control switches installed on the switchboards.
The following permissive conditions must be met before a capacitor step can be
switched on or off by the manual control switches.
· The capacitor step
must be in manual mode.
· The circuit breaker
must be open for at least five minutes before it can be reclosed.
This allows the capacitors to be discharged to a safe
voltage level through their internal discharge device. If the breaker is not
open for five minutes, the programmable logic controller blocks the
close circuit and prevents the operator from closing the
breaker.
Automatic Mode
In the automatic mode, the PLC controls the switching of the
shunt capacitor steps. The PLC is programmed to perform voltage control and
event recording, record step operations, balance switching operations, and
communicate with a programmable graphics interface (PGI) located in the control
room.
The PGI is used to adjust voltage set points, and to view
the status of capacitor step devices and bank alarms.
To perform automatic step insertion, the PLC compares the
control voltage set-point with the measured system bus voltage. System voltage
measurement is performed using two transducers.
Their difference output of these transducers is compared
against set thresholds before the system voltage measurement is accepted as
valid. A voltage dead-band is also part of the step switching settings. The
dead-band setting is greater than the voltage change caused by the addition or
removal of one capacitor step, to avoid hunting by the system. The following
must be satisfied in order to insert a capacitor step:
· The capacitor step
must be in automatic mode.
· No capacitor step
switching has been performed for a two-minute time period.
· Before a step is
closed, it must be de-energized for five minutes.
· The main circuit
breaker is closed and there is voltage on the bus.
The order of capacitor step insertion is sequenced to
balance the number of operations for each step. If all steps have the same
number of operations, the insertion is performed in a numerical ascending
order. A "Step x Fail to Close" alarm, and a software latch is set if
a capacitor step fails to close in five seconds.
The software latch prevents further operations, until the
problem has been resolved and the operator resets the capacitor step switching
via the PGI. Automatic step removal is performed in a similar fashion as step
insertion. The PLC compares the system voltage with the control voltage
set-point.
If the system voltage is higher than the set-point voltage
plus the dead-band setting, the PLC opens the capacitor step in a " First
in – First out" order provided no switching action took place in the last
two minutes. A "Step x Fail to
Open" alarm, and a software latch is set if a capacitor step fails to open
in five seconds. The software latch prevents further operations, until the
problem has been resolved and the operator resets the capacitor step switching
via the PGI.
Rapid insertion of capacitor steps can help system
performance in the event of a major disturbance. The PLC monitors the
rate-of-change of voltage to perform a rapid insertion of a capacitor step. If
the rate-of-change of voltage exceeds four kV per second, and the system
voltage falls ten percent below nominal, the PLC issues the commands to insert
capacitor steps in two-second intervals. Rapid removal is also performed in the
event the system voltage exceeds normal voltage by five percent. Capacitor
steps are removed every two-seconds until the system voltage is less than five
percent above normal voltage.
A number of different pages on the PGI monitor the operation
of the capacitor bank installation. The PGI provides the following screens:
· The System Status
screen displays the operating status of the 230 kV capacitor steps and
the analog meter values for each step. The Single Line
Diagram screen displays the station single line diagram of the substation, the
open/close counters, and "Out-of-Service" capacitor steps.
· The Voltage
Set-point screen displays the current voltage set-points, and dead-bands. In
addition, the operator can make changes of the voltage set-points from this
screen.
· The Alarm screen
displays up to 28 alarm messages from the 230 kV capacitor banks, and relays.
· The Sequence of
Events screen provides access to sequence of events recording for 48 points for
the last 50 events.
CORONA ON OVERHEAD TRANSMISSION LINES TUTORIALS
Corona is a discharge caused by electrical overstress.
Corona is a luminous discharge due to ionization of the air surrounding a
conductor around which exists a voltage gradient exceeding a certain critical
value.
For transmission line studies, the insulating material in
which the discharge occurs is the air adjacent to conductor or insulator
surfaces, when the electrical stress at these surfaces exceeds the critical
value.
With the increased use of high-voltage transmission lines
and the probability of going to still higher operating voltages, the common
aspects of corona (radio influence and corona loss) have become more important
in the design of transmission lines.
In the early days of high-voltage transmission, corona was
something which had to be avoided, largely because of the energy loss
associated with it. In recent years the RI (radio influence) aspect of corona
has become more important.
In areas where RI must be considered, this factor might
establish the limit of acceptable corona performance. Under conditions where
abnormally high voltages are present, corona can affect system behavior.
It can reduce the overvoltage on long open-circuited lines.
It will attenuate lightning voltage surges and switching surges. By increasing
the electrostatic coupling between the shield mire and phase conductors, corona
at times of lightning strokes to towers or shield wires reduces the voltage across
the supporting string of insulators and thus, in turn, reduces the probability
of flashover
and improves system performance.
On high-voltage lines grounded through a ground-fault
neutralizer, the inphase current due to corona loss can prevent extinction of
the arc during a line to ground fault.
At a given voltage, corona is determined by conductor
diameter, line configuration, type of conductor, condition of its surface, and
weather. Rain is by far the most important aspect of weather in increasing corona.
Hoarfrost and fog have resulted in high values of corona
loss on experimental test lines. However, it is believed that these high losses
were caused by sublimation or condensation of water vapor, which are conditions
not likely to occur on an operating line because the conductor temperature
would normally be above ambient.
For this reason, measurements of loss made under conditions
of fog and hoarfrost might be unreliable unless the conductors were at
operating temperatures. Falling snow generally causes only :a moderate increase
in corona. Also, relative humidity, temperature, atmospheric pressure, and the
earth’s electric field can affect corona, but their effect is minor compared to
that of rain. There are apparently other unknown factors found under desert
conditions which can increase corona.
EFFECTS OF SHORT CIRCUIT ON TRANSFORMERS TUTORIALS
Transformers are susceptible to damage by secondary
short-circuit currents having magnitudes that can be many times rated load
current. The damage results from the following effects:
• The I^2R losses in the winding conductors are increased by
the square of the current. This increases the temperature rise of the windings.
Because protective devices limit the duration of short
circuits (as opposed to overloads), the temperature rise of the winding can be
calculated by dividing the total energy released by the I^2R losses by the
thermal capacity of the conductor.
• The short-circuit currents exclude flux in the core and
increase stray flux around the core. This stray flux induces currents in
metallic parts other than the winding conductors, which can be damaged
thermally.
• A short circuit applied to the secondary circuit of an
autotransformer can substantially increase the voltage across the series
winding and across the common winding through induction.
This not only presents the possibility of damaging the
winding insulation by overvoltage, but will also drive the core into saturation
and significantly increase core losses with potential damaging effects from
temperature.
• Bushings and tap changers have current ratings that are
usually only marginally greater than the rated load of the transformer.
Since fault currents are many times rated currents and these
components have short thermal time constants, they can be seriously overloaded
and thermally damaged.
• Stray flux in the vicinity of current-carrying conductors
produces mechanical forces on the conductors.
When a short circuit is applied to a transformer, there is a
significant increase in stray flux, resulting in greater mechanical forces on
the windings, leads, bushings, and all other current-carrying components.
These components, especially the windings, must be braced to
withstand these forces.
DISADVANTAGES OF Y-Y (WYE-WYE) TRANSFORMER CONNECTION TUTORIALS
The Y-Y transformer connection was poorly understood in the
early days of power engineering and it received a very bad reputation when it
was first used; in fact, this connection was avoided for a long time until its
limitations were overcome by good engineering practice.
Some of the inherent disadvantages of the Y-Y connection are
discussed below:
1. The presence of third (and other zero-sequence) harmonics
at an ungrounded neutral can cause overvoltage conditions at light load. When
constructing a Y-Y transformer using single-phase transformers connected in a
bank, the measured line-to-neutral voltages are not 57.7% of the system
phase-to-phase voltage at no load but are about 68% and diminish very rapidly
as the bank is loaded.
The effective values of voltages at different frequencies
combine by taking the square root of the sum of the voltages squared. With
sinusoidal phase-to-phase voltage, the third-harmonic component of the
phase-to-neutral voltage is about 60%, so the effective voltage across the
winding is calculated as follows:
E = [0.577^2 + (0.6*0.577)^2]^1/2 = 68%
2. There can be a large voltage drop for unbalanced
phase-to-neutral loads. This is caused by the fact that phase-to-phase loads
cause a voltage drop through the leakage reactance of the transformer whereas
phase-to-neutral loads cause a voltage drop through the magnetizing reactance,
which is 100 to 1000 times larger than the leakage reactance.
3. Under certain circumstances, a Y-Y connected three-phase
trans-former can produce severe tank overheating that can quickly destroy the
transformer. This usually occurs with an open phase on the primary circuit and
load on the secondary.
4. Series resonance between the third harmonic magnetizing
reactance of the transformer and line to-ground capacitance can result in
severe overvoltages.
5. If a phase-to-ground fault occurs on the primary circuit
with the primary neutral grounded, then the phase-to-neutral voltage on the
unfaulted phases increases to 173% of the normal voltage. This would almost
certainly result in overexcitation of the core, with greatly increased
magnetizing currents and core losses.
6. If the neutrals of the primary and secondary are both
brought out, then a phase-to-ground fault on the secondary circuit causes
neutral fault current to flow in the primary circuit. Ground protection
relaying in the neutral of the primary circuit may then operate for faults on
the secondary circuit.
The obvious remedy for some of the disadvantages of the Y-Y
transformer connection would be to simply solidly ground both the primary and
secondary neutrals. In fact, this is standard practice for virtually all Y-Y
transformers in systems designed by utility companies.
ADVANTAGES OF Y-Y (WYE-WYE) TRANSFORMER CONNECTION TUTORIALS
Although care must be exercised when using the Y-Y
connection, this connection has certain inherent and important advantages over
other three-phase transformer connections.
1. The primary and secondary circuits are in phase; i.e.,
there are no phase angle displacements introduced by the Y-Y connection. This
is an important advantage when transformers are used to interconnect systems of
different voltages in a cascading manner.
For example, suppose there are four systems operating at
500, 230, 138, and 69 kV that need to be interconnected. Substations can be
constructed using Y-Y transformer connections to interconnect any two of these
voltages.
The 500 kV system can be tied with the 69 kV system through
a single 500 to 69 kV transformation or through a series of cascading
transformations at 230, 138, and 69 kV.
2. Since the phase-to-neutral voltage is only 57.7% of the
phase-to phase voltage, the windings of a Y-Y transformer require fewer turns
to produce the same level of excitation in the core compared to windings
connected across the phases.
3. If the neutral end of a Y-connected winding is grounded,
then there is an opportunity to use reduced levels of insulation at the neutral
end of the winding. A winding that is connected across the phases requires full
insulation throughout the winding.
ELECTROMECHANICAL AND STATIC RELAY PICK UP VALUE DIFFERENCES
Pickup
The term pickup has acquired several meanings. For many devices,
pickup is defined as the minimum current that starts an action. This definition
is accurately used when describing a relay characteristic.
Pickup also describes the performance of a low-voltage
circuit breaker with an electronic trip device. However, the term does not
apply accurately to the thermal trip element of a thermal magnetic molded-case
circuit breaker (MCCB), which deflects as a function of stored heat.
The pickup of an overcurrent protective relay has generally
been considered the minimum value of current that causes the relay to close its
contacts. The current (or tap) setting of the relay and the minimum pickup were
synonymous. However, with new technology developments in static overcurrent
relays, this definition needs more clarification.
Electromechanical Versus Static Relays
The pickup value for electromechanical induction disk
time-overcurrent relays is the minimum current that causes the disk to start
turning and ultimately close its contacts. This value is not necessarily the
tap setting on the relay.
The time it takes the contacts to close is a function of the
dynamics of the relay’s magnetic circuits and the manufacturer’s tolerances. At
the pickup value, the time to contact closure is long, and the accuracy is less
than desired.
Any deviation in the applied current results in significant
time changes. As a result, manufacturers generally do not plot their time
curves below 1.5 to 2 times minimum pickup (see Blackburn1).
The tap or current setting of static relays usually correspond
to the pickup current. Also, the trip time is much more accurate, especially in
the range of 1.0 to 2.0 times minimum pickup.
However, manufacturers still do not plot their time curves
in this range to correspond with the electromechanical devices.
BUNDLED CONDUCTORS ON TRANSMISSION LINES TUTORIALS
A “bundle conductor” is a conductor made up of two or more ‘(sub-conductors”,
and is used as one phase conductor. Bundle conductors are also called duplex,
triplex, etc., conductors, referring to the number of sub-conductors and are
sometimes referred to as grouped or multiple conductors.
Considerable work on bundle conductors has been done by the
engineers of Siemens Schuckertwerkez who concluded that bundle conductors were
not economical at 220 kv, but for rated voltages of 400 kv or more, are the
best solution for overhead transmission. Rusck and Rathsman state that the
increase in transmitting capacity justifies economically the use of two
conductor bundles on 220-kv lines.
The advantages of bundle conductors are higher disruptive
voltage with conductors of reasonable dimensions, reduced surge impedance and
consequent higher power capacity, and less rapid increase of corona loss and RI
with increased voltage.
These advantages must be weighed against increased circuit
cost, increased charging kva if it cannot be utilized, and such other
considerations as the large amount of power which would be carried by one
circuit.
It is possible with a two-conductor bundle composed of
conductors of practical size to obtain electrical characteristics, excepting
corona, equivalent to a single conductor up to eight inches in diameter.
Theoretically there is an optimum sub-conductor separation
for bundle conductors that will give minimum crest gradient on the surface of a
sub-conductor and hence high- disruptive voltage. For a two-conductor bundle,
the separation is not very critical, and it is advantageous to use a larger
separation than the optimum which balances the reduced corona performance and
slightly increased circuit cost against the advantage of reduced reactance.
Because of the effect of the sub-conductors on each other,
the gradient at the surface of a sub conductor is not uniform. It varies in a
cosinusoidal manner from a maximum at a point on the outside surface on the
line-of-centers, to a minimum at the corresponding point on the inside surface.
This effect modifies the corona performance of a bundle
conductor such that its corona starting point corresponds to the voltage that
would be expected from calculations, but the rate of increase of corona with
increased voltage is less than for a single conductor.
REQUIREMENTS FOR SYNCHRONIZING GENERATOR TO GRID TUTORIALS
In order to synchronize a generator to the grid, four
conditions must be met.
Phase Sequence
The phase sequence (or phase rotation) of the three phases
of the generator must be the same as the phase sequence of the three phases of
the electrical system (Grid). The only time that the phase sequence could be
wrong is at initial installation or after maintenance.
There are two possible problem sources. The generator or
transformer power leads could actually be interchanged during maintenance or
the potential transformer leads could be interchanged during maintenance.
Voltage Magnitude
The magnitude of the sinusoidal voltage produced by the
generator must be equal to the magnitude of the sinusoidal voltage of the grid.
If all other conditions are met but the two voltages are not the same, that is
there is a voltage differential, closing of the ac generator output breaker
will cause a potentially large MVAR flow.
Recall that before a generator is synchronized to the grid,
there is no current flow, no armature reaction and therefore the internal
voltage of the generator is the same as the terminal voltage of the generator.
If the generator voltage is higher than the grid voltage,
this means that the internal voltage of the generator is higher than the grid
voltage. When it is connected to the grid the generator will be overexcited and
it will put out MVAR.
If the generator voltage is less than the grid voltage, this
means that the internal voltage of the generator is lower than the grid
voltage. When it is connected to the grid the generator will be underexcited
and it will absorb MVAR.
Frequency
The frequency of the sinusoidal voltage produced by the
generator must be equal to the frequency of the sinusoidal voltage produced by
the grid.The synchroscope would be rotating rapidly counter clockwise.
If the generator breaker were to be accidentally closed, the
generator would be out of step with the external electrical system. It would
behave like motor and the grid would try to bring it up to speed. In doing so,
the rotor and stator would be slipping poles and damage (possibly destroy) the
generator as described previously.
The same problem would occur if the generator were faster
than the grid. The grid would try to slow it down, again resulting in slipping
of poles.
The high points and zero crossings of the sinusoidal
voltages occur at the same rate of speed. However, if you notice in 2 NotesN
otes: with the grid and a phase angle exists between them. This would appear as
a non-rotating synchroscope (both generator and grid at same frequency), where
the pointer would appear stuck at about 9:00 o’clock (generator lagging grid).
If the generator breaker were to be closed at this time, the
grid would pull the generator into step. However, this again would cause a
large current in-rush to the generator and high stresses on the rotor/stator
with subsequent damage to the generator.
If the generator were leading the grid, it would try to
immediately push power into the grid with the same destructive forces as
mentioned. Hence the generator must be brought to a point where the grid voltage
waveform exactly matches what it is producing.
Phase Angle
As previously mentioned, the phase angle between the voltage
produced by the generator and the voltage produced by the grid must be zero.
The phase angle (0 to 3600) can be readily observed by comparing the
simultaneous occurrence of the peaks or zero crossings of the sinusoidal
waveforms.
TURBINE GENERATOR EXCITATION SYSTEM TUTORIALS
As the available ratings of turbine-generators have increased,
the problems of supplying the dc field excitation (amounting to 4000 A or more
in the larger units) have grown progressively more difficult.
A common excitation source is a shaft-driven dc generator
whose output is supplied to the alternator field through brushes and slip
rings.
Alternatively, excitation may be supplied from a
shaft-driven alternator of conventional design as the main exciter. This
alternator has a stationary armature and a rotating-field winding.
Its frequency may be 180 or 240 Hz. Its output is fed to a
stationary solid-state rectifier, which in turn supplies the turbine-generator
field through slip rings.
Cooling and maintenance problems are inevitably associated
with slip rings, commutators, and brushes. Many modern excitation systems have
minimized these problems by minimizing the use of sliding contacts and brushes.
As a result, some excitation systems employ shaft-driven ac
alternators whose field windings are stationary and whose ac windings rotate.
By the use of rotating rectifiers, dc excitation can be applied directly to the
generator field winding without the use of slip rings.
Excitation systems of the latest design are being built
without any sort of rotating exciter-alternator. In these systems, the
excitation power is obtained from a special auxiliary transformer fed from the
local power system.
Alternatively it may be obtained directly from the main
generator terminals; in one system a special armature winding is included in
the main generator to supply the excitation power. In each of
these systems the power is rectified using phase-controlled
silicon controlled rectifiers (SCRs).
These types of excitation system, which have been made
possible by the development of reliable, high-power SCRs, are relatively simple
in design and provide the fast response characteristics required in many modern
applications.
POWER FACTOR IN AC MACHINES TUTORIALS AND INFORMATION
The power factor at which ac machines operate is an
economically important feature because of the cost of reactive kilovoltamperes.
Low power factor adversely affects system operation in three principal ways.
(1) Generators, transformers, and transmission equipment are
rated in terms of kVA rather than kW because their losses and heating are very
nearly determined by voltage and current regardless of power factor.
The physical size and cost of ac apparatus are roughly
proportional to kVA rating. The investment in generators, transformers, and
transmission equipment for supplying a given useful amount of active power
therefore is roughly inversely proportional to the power factor.
(2) Low power factor means more current and greater 12 R
losses in the generating and transmitting equipment.
(3) A further disadvantage is poor voltage regulation.
Factors influencing reactive-kVA requirements in motors can be visualized
readily in terms of the relationship of these requirements to the establishment
of magnetic flux.
As in any electromagnetic device, the resultant flux
necessary for motor operation must be established by a magnetizing component of
current. It makes no difference either in the magnetic circuit or in the
fundamental energy conversion process whether this magnetizing current be
carried by the rotor or stator winding, just as it makes no basic difference in
a transformer which winding carries the exciting current. In some cases, part
of it is supplied from each winding.
If all or part of the magnetizing current is supplied by an
ac winding, the input to that winding must include lagging reactive kVA,
because magnetizing current lags voltage drop by 90 °. In effect, the lagging
reactive kVA set up flux in the motor.
The only possible source of excitation in an induction motor
is the stator input. The induction motor therefore must operate at a lagging
power factor. This power factor is very low at no load and increases to about
85 to 90 percent at full load, the improvement being caused by the increased
real-power requirements with increasing load.
With a synchronous motor, there are two possible sources of
excitation: alternating current in the armature or direct current in the field
winding. If the field current is just sufficient to supply the necessary mmf,
no magnetizing-current component or reactive kVA are needed in the armature and
the motor operates at unity power factor.
If the field current is less, i.e., the motor is underexcited,
the deficit in mmf must be made up by the armature and the motor operates at a
lagging power factor. If the field current is greater, i.e., the motor is
overexcited, the excess mmf must be counterbalanced in the armature and a
leading component of current is present; the motor then operates at a leading
power factor.
Because magnetizing current must be supplied to inductive
loads such as transformers and induction motors, the ability of overexcited
synchronous motors to supply lagging current is a highly desirable feature
which may have considerable economic importance. In effect, overexcited
synchronous motors act as generators of lagging reactive kilovolt amperes and
thereby relieve the power source of the necessity for supplying this component.
They thus may perform the same function as a local capacitor
installation. Sometimes unloaded synchronous machines are installed in power
systems solely for power-factor correction or for control of reactive-kVA flow.
Such machines, called synchronous condensers, may be more economical in the
larger sizes than static capacitors.
Both synchronous and induction machines may become
self-excited when a sufficiently heavy capacitive load is present in their
stator circuits. The capacitive current then furnishes the excitation and may
cause serious overvoltage or excessive transient torques.
Because of the inherent capacitance of transmission lines,
the problem may arise when synchronous generators are energizing long unloaded
or lightly loaded lines. The use of shunt reactors at the sending end of the
line to compensate the capacitive current is sometimes necessary.
ELECTRICAL MACHINE BASIC COOLING SYSTEM TUTORIALS
The cooling problem in electric apparatus in general
increases in difficulty with increasing size. The surface area from which the
heat must be carried away increases roughly as the square of the dimensions,
whereas the heat developed by the losses is roughly proportional to the volume and
therefore increases approximately as the cube of the dimensions.
This problem is a particularly serious one in large turbine
generators, where economy, mechanical requirements, shipping, and erection all
demand compactness, especially for the rotor forging. Even in moderate size
machines, for example, above a few thousand kVA for generators, a closed
ventilating system is commonly used.
Rather elaborate systems of cooling ducts must be provided
to ensure that the cooling medium will effectively remove the heat arising from
the losses.
For turbine generators, hydrogen is commonly used as the
cooling medium in the totally enclosed ventilating system. Hydrogen has the
following properties which make it well suited to the purpose:
- Its density is only about 0.07 times
that of air at the same temperature and pressure, and therefore windage and
ventilating losses are much less.
- Its specific heat on an equal-weight basis is about 14.5
times that of air. This means that, for the same temperature and pressure,
hydrogen and air are about equally effective in their heat-storing capacity per
unit volume, but the heat transfer by forced convection between the hot parts
of the machine and the cooling gas is considerably greater with hydrogen than
with air.
- The life of the insulation is increased and maintenance
expenses decreased
because of the absence of dirt, moisture, and oxygen.
-The fire hazard is minimized. A hydrogen-air mixture will
not explode if the hydrogen content is above about 70 percent.
The result of the first two properties is that for the same
operating conditions the heat which must be dissipated is reduced and at the
same time the ease with which it can be carried off is increased.
The machine and its water-cooled heat exchanger for cooling
the hydrogen must be sealed in a gas tight envelope. The crux of the problem is
in sealing the bearings.
The system is maintained at a slight pressure (at least 0.5
psi) above atmospheric so that gas leakage is outward and an explosive mixture
cannot accumulate in the machine. At this pressure, the rating of the machine
can be increased by about 30 percent above its aircooled rating, and the
full-load efficiency increased by about 0.5 percent.
The trend is toward the use of higher pressures (15 to 60
psi). Increasing the hydrogen pressure from 0.5 to 15 psi increases the output
for the same temperature rise by about 15 percent; a further increase to 30 psi
provides about an additional 10 percent.
An important step which has made it possible almost to
double the output of a hydrogen-cooled turbine-generator of given physical size
is the development of conductor cooling, also called inner cooling. Here the
coolant (liquid or gas) is forced through hollow ducts inside the conductor or
conductor strands.
Thus, the thermal barrier presented by the electric
insulation is largely circumvented, and the conductor losses can be absorbed
directly by the coolant. Hydrogen is usually the cooling medium for the rotor
conductors.
Either gas or liquid cooling may be used for the stator
conductors. Hydrogen is the coolant in the former case, and transit oil or
water is commonly used in the latter.
LORENTZ FORCE LAW DEFINITION AND TUTORIALS
The Lorentz Force Law:
F = q(E + v × B)
gives the force F on a particle of charge q in the presence
of electric and magnetic fields. In SI units, F is in newtons, q in coulombs, E
in volts per meter, B in teslas, and v, which is the velocity of the particle
relative to the magnetic field, in meters per second.
Thus, in a pure electric-field system, the force is
determined simply by the charge on the particle and the electric field; F = qE
The force acts in the direction of the electric field and is
independent of any particle motion.
In pure magnetic-field systems, the situation is somewhat
more complex. Here the force
F = q(v × B)
is determined by the magnitude of the charge on the particle
and the magnitude of the B field as well as the velocity of the particle. In
fact, the direction of the force is always perpendicular to the direction of
both the particle motion and that of the magnetic field.
Mathematically, this is indicated by the vector cross
product v × B. The magnitude of this cross product is equal to the product of
the magnitudes of v and B and the sine of the angle between them; its direction
can be found from the fight-hand rule, which states that when the thumb of the
fight hand points in the direction of v and the index finger points in the
direction of B, the force, which is perpendicular to the directions of both B
and v, points in the direction normal to the palm of the hand.
For situations where large numbers of charged particles are
in motion, it is convenient
to rewrite the equation in terms of the charge density p
(measured in units of coulombs per cubic meter) as
Fv = p(E + v × B) (3.4)
where the subscript v indicates that Fv is a force density
(force per unit volume) which in SI units is measured in newtons per cubic
meter.
The product p v is known as the current density; J = pv ,
which has the units of amperes per square meter. The magnetic-system force
density corresponding correspondingly can then be written as
Fv = J x B.
For currents flowing in conducting media, that equation can
be used to find the force density acting on the material itself. Note that a
considerable amount of physics is hidden in this seemingly simple statement,
since the mechanism by which the force is transferred from the moving charges
to the conducting medium is a complex one.
CIRCULATING FLUIDIZED BED STEAM GENERATORS COAL FIRED POWER PLANT TUTORIALS
For decades, fluidized-bed reactors have been used in
noncombustion reactions in which the thorough mixing and intimate contact of
the reactants in a fluidized bed result in high product yield with improved
economy of time and energy.
Although conventional methods of burning coal can also
generate energy with very high efficiency, fluidized-bed combustion can burn
coal efficiently at a temperature low enough to avoid many of the problems of
conventional combustion.
The outstanding advantage of fluidized-bed combustion (FBC)
is its ability to burn high-sulfur coal in an environmentally acceptable manner
without the use of flue-gas scrubbers. A secondary benefit is the formation of
lower levels of nitrogen oxides compared to other combustion methods.
Crushed fuel and sorbent are fed mechanically or
pneumatically to the lower portion of the combustor.
Primary air is supplied to the bottom of the combustor
through an air distributor, with secondary air fed through one or more
elevations of air ports in the lower combustor.
Combustion takes place throughout the combustor, which is
filled with bed material. Flue gas and entrained solids leave the combustor and
enter one or more cyclones where the solids are separated and fall to a seal
pot.
From the seal pot, the solids are recycled to the combustor.
Optionally, some solids may be diverted through a plug valve to an external
fluidizedbed heat exchanger (FBHE) and back to the combustor.
In the FBHE, tube bundles absorb heat from the fluidized
solids. Bed temperature in the combustor is essentially uniform and is
maintained at an optimum level for sulfur capture and combustion efficiency by
heat absorption in the walls of the combustor and in the FBHE (if used).
ADVANCED METHODS IN USING COAL FOR COAL FIRED POWER PLANT
Coal, which is the most abundant and economically stable
fossil fuel in the United States, continues to grow in use while under pressure
to meet the most stringent federal and local emissions requirements.
This trend has added to the cost and complexity of coal
combustion technologies. Emission-control methods that facilitate the use of
coal in power plants can be classified as
Precombustion processes
In situ combustion processes
Postcombustion processes
Precombustion processes include methods to clean the coal of
sulfur-bearing compounds by wet separation, coal gasification, and coal
liquefaction techniques. Coal gasification involves the partial oxidation of
coal to produce a clean gas or by production of a “clean fuel” through coal
liquefaction.
Sulfur and ash are removed in these processes. The use of
coal to produce a gas is not a new idea; it has been used to produce “town gas”
for over 200 years. But its use in the United States had almost disappeared by
1930, because natural gas was abundant and low in cost.
Concerns about the availability and economic stability of
gas supplies, along with environmental trends, have renewed interest in coal
gasification to produce substitute natural gas (SNG) and low- and medium-heat
content (LBTU and MBTU) gas for chemical feedstock or power plant fuel.
Coal gasification in the combined-cycle mode has been well
established as a viable technology for producing power with very low emissions
both in the United States and Europe. New plants are using technologies such as
high-temperature gas turbines, hot-gas cleanup to remove 99% of the sulfur
(H2S), and higher-pressure combined steam cycles to achieve overall
efficiencies of greater than 40%.
New integrated gasification combined-cycle (IGCC) plants of
as much as 250 MWe are available. IGCC technology produces very low emissions
per kilowatt of power and is therefore very attractive for the production of
power.
Likewise, coal liquefaction is not a new technology, but is
only in limited commercial use in the United States. South Africa is the
largest producer of synthetic liquid fuels from coal. Large-scale production of
synthetic liquid fuels from coal began in 1910 in Germany with the
Fischer-Tropsch process, which is used to produce a variety of fuels.
In fluidized-bed combustion, an in situ
combustion-emission-control process, 90% to 95% of the SO2 is captured during
combustion by a sorbent (limestone). In this process, the NOx production is low
because of the low temperature at which the combustion reaction takes place.
NOx levels well fired below 0.25 lb/MBtu have been achieved with certain coals.
Fluidized-bed combustion was developed in the 1950s and is now available for
electric power plants of up to 300-MWe size.
The technology hasthree distinct types of units: bubbling
bed, hybrid velocity, and circulating fluidized bed (CFB). CFB technology is
the most popular fluidized-bed process and has evolved as a low-emission
technology with excellent fuel flexibility for the production of power.
Bubbling and hybrid-velocity fluidized-bed technologies have demonstrated low
emissions while burning low-rank coals, waste fuels such as petroleum coke, and
renewable fuel such as wood and peat.
Hybrid-velocity fluidized-bed combustion can be readily
retrofit to many older boilers that need pollution-control technology.
Pressurized fluidized-bed combustion is used to achieve low sulfur and NOx
emissions of fluidized-bed combustion integrated with a gas turbine to achieve
high cycle efficiency, and therefore make more efficient use of coal.
Postcombustion control processes are widely used for the
capture of sulfur and particulate. Processes and equipment for removal of NOx
from flue gases leaving boilers have been widely used in Europe and are being
applied in the United States. In situ control of NOx by modifications to firing
technology and over-fire air can reduce NOx as much as 50%. Selective
noncatalytic control (SNCR) involves ammonia or urea sprayed in the proper
place in the boiler to reduce NOx.
More NOx reduction can be achieved by selective catalytic
reduction (SCR), which uses ammonia in a postcombustion control system. SCR can
reduce NOx levels well below those from a conventional pulverized-coal boiler.
Coal gasification is an efficient way to produce electric
power while minimizing the emissions from the combustion of coal. Coal
gasification can achieve cycle efficiencies above 40% when the gas turbine
cycle is completely integrated with the steam cycle.
This is referred to as the integrated gasification combined
cycle. In an IGCC plant, the gas from the gasification process is burned in a
boiler or gas turbine for the generation of electric power. The process also
uses the heat from the gas turbine exhaust to produce electric power from a
steam cycle.
In the gasification process, coal is partially reacted with
a deficiency of air to produce low heatingvalue fuel gas. The gas is cleaned of
particulate and then sulfur compounds in a hot-gas cleanup system. Elemental
sulfur is disposed of or sold.
Subscribe to:
Comments (Atom)
Ferranti Effect vs. Corona Effect vs. Reactive Power Effects
Ferranti Effect vs. Corona Effect vs. Reactive Power Effects A complete technical comparison for long AC transmission lines This is a n...
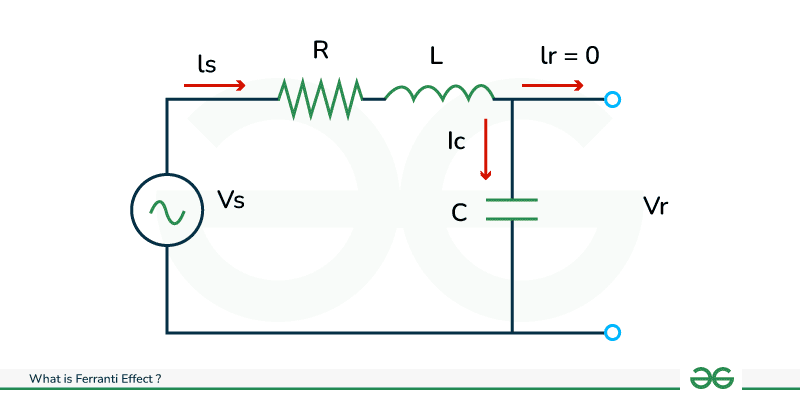
-
 When a conductor is covered with ice and/or is exposed to wind, the effective conductor weight per unit length increases. During occasions o...
When a conductor is covered with ice and/or is exposed to wind, the effective conductor weight per unit length increases. During occasions o... -
Hello. In this blog, we will try to create a steel pole model, using the PLS Pole software of Power Lines System. This created pole will pr...
-
 Yup, you read it right. This is about the World's Longest Overhead Transmission Line as of today. It is around 1700 km in length, trans...
Yup, you read it right. This is about the World's Longest Overhead Transmission Line as of today. It is around 1700 km in length, trans...
